Recovering loss from fine ore circuits
Use of screenbowl centrifuges, hydrocyclones and Jameson cells during beneficiation equals lost ore and lost profits.
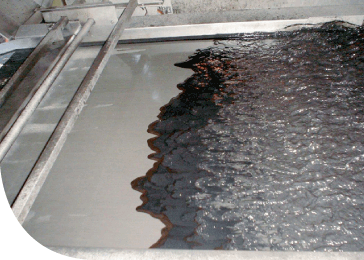
The Problem
ln fine coal and graphite beneficiation circuits, conventional processes lose around 50% of clean ore at 325-mesh (45-microns) commonly accounting for as much as 3-4% of saleable ore lost to tailings.
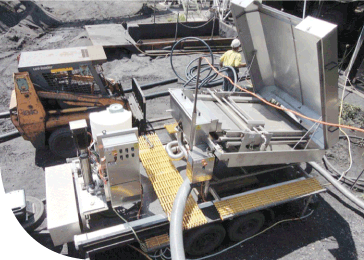
The Solution
One Baleen ‘480-Series packaged plant can reclaim around 24 metric-tonnes per hour of fine ore prior to tailings thickener {subject to survey). At AU$100 per Tonne (Net Profit) and 7,000 operating hours (Per Year) it’s not difficult to see that Baleen provides for an extremely solid return on investment (measured in months).
Pre-requisites
- 1-mm (18-mesh) top size in-feed
- Vacuum Belt Filter (for further dewatering of reclaimed ore)
- Concrete foundation and Utility requirements (subject to site survey)
Industry Benefits
- Near 100% fines recovery (Stage 1 – Resource Separation, pre-tailings thickener);
- Near 100% water recycle opportunity (Stage 2 – Barrier Filtration, post-tailings thickener);
- Dramatic cost-base reduction (site survey available on request);
- Rapid Return On Investment (Basis: AU$100/Tonne).
Benefit to the Environment
Baleen provides for near zero tailings opportunity to prevent/minimise impacts to surface and ground waters to safeguard waterways.
Functional Description
Baleen is readily integrated into existing operations using gravity pipework with recovered oversize (clean ore) delivered to vacuum belt filter and undersize (gangue) gravity returned to tailings thickener.
Plant capacity and performance is a function of feed density, % oversize, % near size, micron rating and slurry constituency. More than 3-years of continuous service in this industry have confirmed that Baleen consistently yields a clean ore at between 6 to 9 percent ash only.
Product Features
- Major part change-out in 15-30 minutes
- ‘Hot-Swap’ automation to alleviate operational downtime
- Low service requirement Vs conventional mine equipment.
Technology Features
- FAT certified, ready-to-install plant
- Packaged and transported in customised 40-ft (12.5m) containers
- Self-contained, suitable for remote deployment
- ‘Connect and Use’ within 28-days from delivery
- Complete pipework, framework and utility services
- Locked-in process-performance monitoring
- Instrumentation and remote-monitoring for full auto-operation
- Detailed design (PFD, P&ID and 3D CAD modelled)
- No chemical or potable water requirement for operation
- Online density/flow log of recovered ore volume
- Compliant to ISO safety, electrical and building codes.